
When the temperature begins to dip, welding roofing material takes on special challenges. Here are our tips to ensure a watertight weld in cold weather.
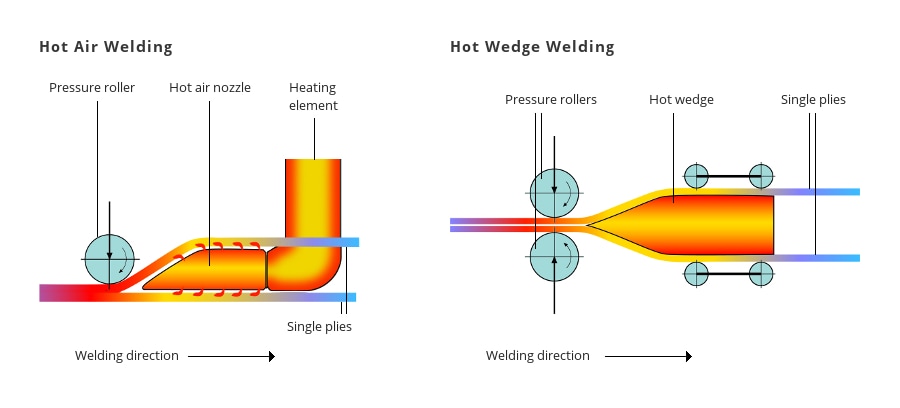
The main difference between a wedge and a hot air welder is the way in which heat is transferred to the material. With a wedge welder, a solid piece of metal—the wedge—is heated and inserted between the two pieces of material. With a hot air welder, air is heated and then delivered between the two pieces of material via a hot air nozzle.
We often get questions from customers about the VARIMAT V2 and the BITUMAT B2. These machines seem similar on paper but are specialized to deal with specific roofing materials.
Why is using the correct tool for the job important? Results.
Using a tool that is undersize for the job will give you unsatisfactory welding results. There are two factors at play: power and weight.
Keep an eye out when buying used (and even new!) equipment to make sure the nameplate is intact and hasn’t been altered in any way. We’ve helped a few customers deal with serial numbers cut or scratched out of nameplates. The serial number is the easiest way to confirm age and ownership of a Leister tool. Without a serial number, the manufacturer’s warranty is unusable. You could even be purchasing a stolen piece of equipment. Don’t get caught! Check before you buy.
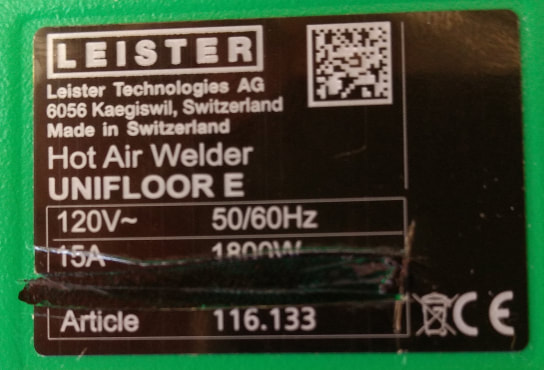
The serial number has been cut out of the nameplate on this tool and a poor attempt has been made to cover the resulting gap with black marker. This tool was purchased brand new from an unauthorized distributor. The equipment was not electrically certified for use in Canada and had not been modified to be compliant with the Canadian Electrical Code. The tool carries no warranty as a result.

Test welds are an important part of welding thermoplastics whether they’re used for roofing, tarps, pools, tunnels, landfills, or tailings ponds. Welds should be tested first thing in the morning and several times throughout the day to ensure that environmental changes are not compromising the strength of your welds.
Learn our top 5 tips for properly caring for your hot air welding tools and minimizing maintenance.

Together the VARIMAT V2, UNIROOF AT, and TRIAC DRIVE comprise Leister’s line of automatic welders for thermoplastic roofing materials such as TPO, PVC, etc. There are some key difference between these tools which make each suited to particular jobs on the roof.

Receiving an error message while on the roof can be extremely frustrating. Below you’ll find the common error codes you may encounter and an explanation of what they mean.
Taking the time to perform some quick maintenance tasks on your machine now can save you downtime during the roofing season. Whether you have a VARIMAT, BITUMAT, or TRIAC, the checks you should make are largely the same across all equipment.
|

|
STANMECH Technologies Inc.
944 Zelco Drive Burlington ON L7L 4Y3 | 1-888-438-6324 | [email protected] Terms of Use Privacy Terms and Conditions of Sale Warranty Policies |
|
Proud Member of: