
Plastic welding requires three essential things: temperature, pressure, and time. Without all three plastics may be bonded but will lack the strength of a weld. When done properly, a plastic weld will be as strong as the surrounding material.
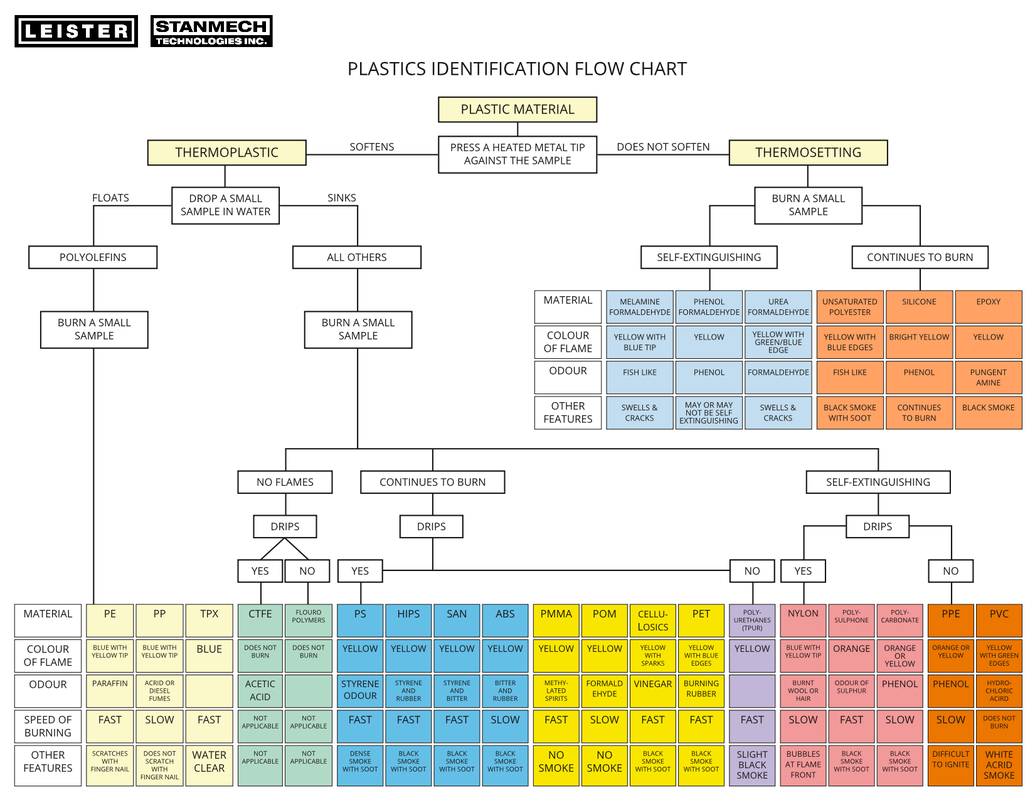
Knowing which type of plastic you're working with is a cornerstone of good plastic welding. By asking you to perform a few simple tests, such as a flame or burn test, the flow chart below will help you determine which type of plastic you have.
Keep an eye out when buying used (and even new!) equipment to make sure the nameplate is intact and hasn’t been altered in any way. We’ve helped a few customers deal with serial numbers cut or scratched out of nameplates. The serial number is the easiest way to confirm age and ownership of a Leister tool. Without a serial number, the manufacturer’s warranty is unusable. You could even be purchasing a stolen piece of equipment. Don’t get caught! Check before you buy.
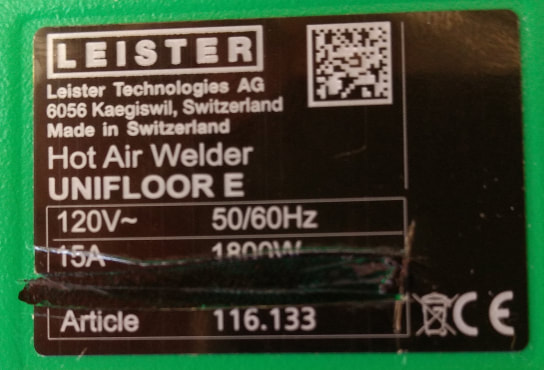
The serial number has been cut out of the nameplate on this tool and a poor attempt has been made to cover the resulting gap with black marker. This tool was purchased brand new from an unauthorized distributor. The equipment was not electrically certified for use in Canada and had not been modified to be compliant with the Canadian Electrical Code. The tool carries no warranty as a result.

Plastic extrusion welders can generally be divided into two categories: screw-based extruders and non-screw-based extruders.
Learn our top 5 tips for properly caring for your hot air welding tools and minimizing maintenance.

Every plastic has a set of parameters (temperature, pressure, time/speed) at which it should be welded. However, the perfect temperature for the application can vary depending on environmental conditions. If you are welding in a less than ideal environment, the only way to find the perfect welding temperature for your project is trial and error. If welding is taking place outdoors be sure to perform test welds periodically throughout the day to ensure your temperature is set correctly, as the environment can change over time.

It’s important to evaluate each plastic weld to ensure your final product is strong and resilient. Particularly when speed welding with a hand tool, small defects in a single weld can be magnified as beads are built up to the base material’s thickness. Several key indicators allow you to evaluate your welds without the need for destructive tests.

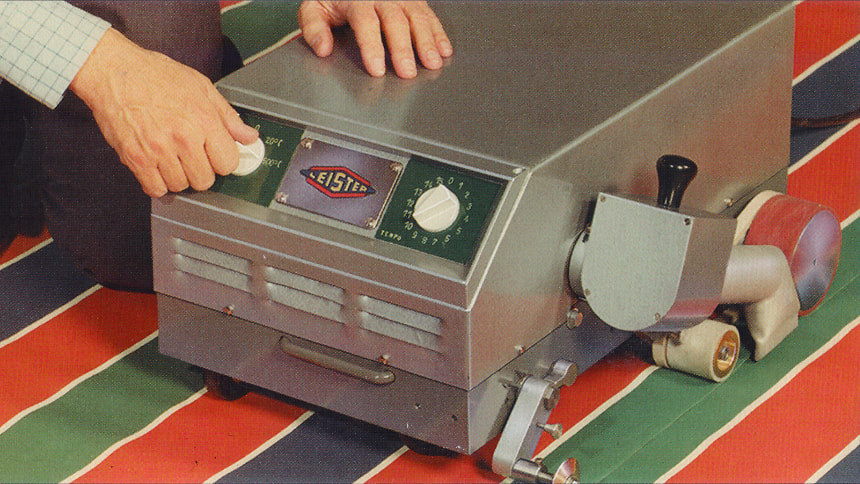
Broadly, there are two types of hot air plastic welding tools: manual tools and extrusion welders. Manual tools are ideal for very small fabrication work, detailed projects, and repair work. Extrusion welders are suited for larger fabrication projects such as tanks, chutes, liners, and piping.

It's important to identify the plastic you're welding as only like plastics can be joined. The simplest way is by performing a burn test.
|



|
STANMECH Technologies Inc.
944 Zelco Drive Burlington ON L7L 4Y3 | 1-888-438-6324 | [email protected] Terms of Use Privacy Terms and Conditions of Sale Warranty Policies |
|
Proud Member of: