Injection moulding is one of the most common industrial methods for high volume production of plastic parts. Plastic is heated until it reaches a thermoplastic state and is then injected into a mould. During this process a seam can develop on the part where different segments of the mould meet, known as the parting line. This seam of excess plastic is called flash. Flash must be removed from the part when it occurs in an area where surface finish is important or where it will cause an interference.
Using Hot Air for Deflashing
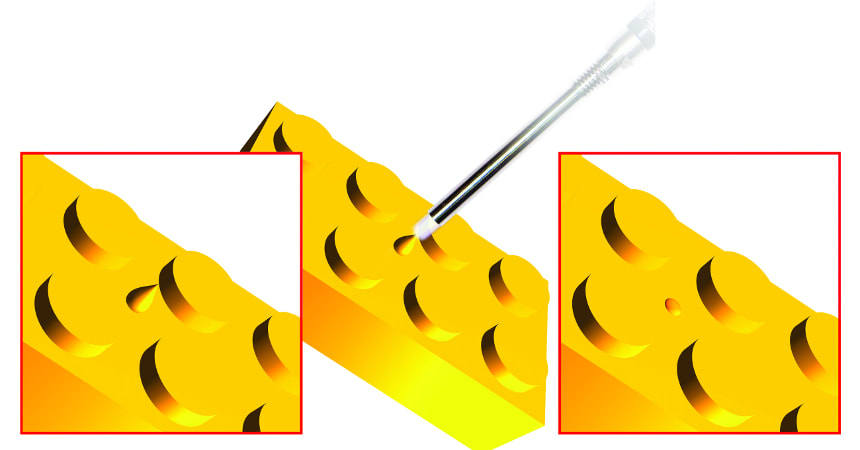
Flash on thermoplastic components can be removed with the strategic application of heat, eliminating the need for a worker to cut the flash off. However, one of the common errors made when designing a heat system to deflash parts is the overvaluation of the temperature variable. A classic misconception is that increasing the temperature alone will be enough to achieve a successful result from a deflashing system that is not functioning adequately. While this may occasionally be the true, it is more frequently the case that many of the other system variables require adjustment.
Deflashing is a complicated problem where multiple variables must be tuned to achieve the best possible result. Air impingement, temperature, application angle of the air, and dwell time, among others are important variables to consider. For most deflashing applications STANMECH designs a system where the impinging air flow is moving at a high speed, as this typically correlates with the best results. This is accomplished primarily through nozzle selection/design to force the hot air into a focused, fast moving stream. The correct angle of impingement depends on the shape of the flash and the shape of the part. Choosing the correct angle will ensure that the flash melts cleanly back onto the part. The correct target air temperature depends on the type of plastic and the speed of the process. STANMECH has years of experience with deflashing projects and each one has been unique in some way. Testing should always be performed by your supplier before recommendations are made for any purchases. This will make certain that some effort has been expended to tune the variables discussed above for your application and ensure you receive a working deflashing system. Limitations to Deflashing
Hot air works well for removing flash that is thin and fine. However, if the flash is too coarse it can be difficult to melt back into the part surface without affecting the look of the finished product. In these cases the flash may need to be mechanically removed before using hot air to smooth the surface.
Filled plastics are often difficult to deflash. When non-plastic fillers such as glass have been added to stabilize or strengthen the thermoplastic they can impede the ability of plastic to shrink or melt uniformly and as a result reduce the effectiveness of hot air in deflashing a part. The success of deflashing depends on the combination of plastic and filler materials, as well as the filler geometry (particle versus fibre), and the filler volume fraction. Advantages over Flame Deflashing
Deflashing is sometimes done with an open flame. When deflashing is done with an open flame, a surface change can occur which causes problems with paint adhesion. The switch from an open flame to a hot air system lowers health and safety risks, eliminates the need to buy bottled gas, improves deflashing quality, and eliminates problems with surface issues from flames.
If you have a deflashing project you’d like to discuss, contact your Technical Sales Representative. Originally Published: 08/07/2015 Comments are closed.
|

|
STANMECH Technologies Inc.
944 Zelco Drive Burlington ON L7L 4Y3 | 1-888-438-6324 | [email protected] Terms of Use Privacy Terms and Conditions of Sale Warranty Policies |
|
Proud Member of: